Chamfering Tools From Wixroyd
What is...
Wixroyd's comprehensive range of machine elements, standard parts, access components and workholding equipment contains a broad selection of sizes in materials including; stainless steel, steel, die-cast zinc as well as plastic. CAD models of Wixroyd components are available for free, visit CAD download. For a free copy of the latest Wixroyd catalogue, the designers indispensable guide to A Range of Endless Possibilities, visit free literature.
Wixroyd are trusted by some of the best known design and manufacturing companies - helping them design, manufacture and assemble their products. Let our technical engineers help solve your unique application challenge.
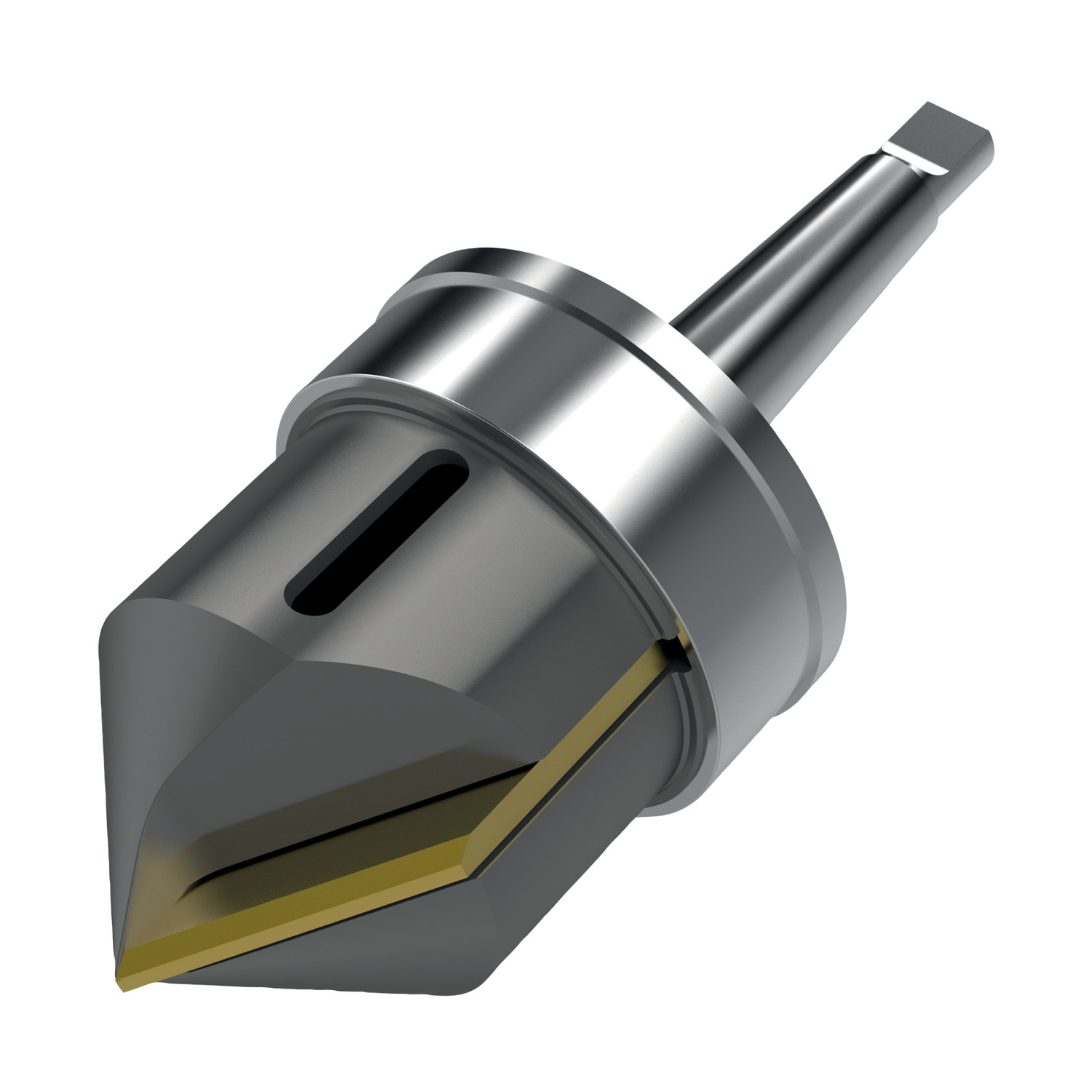
Our kopal inner chamfering tools achieve high quality concentric chamfering quickly and easily without risk of damage/cutting into workpiece.
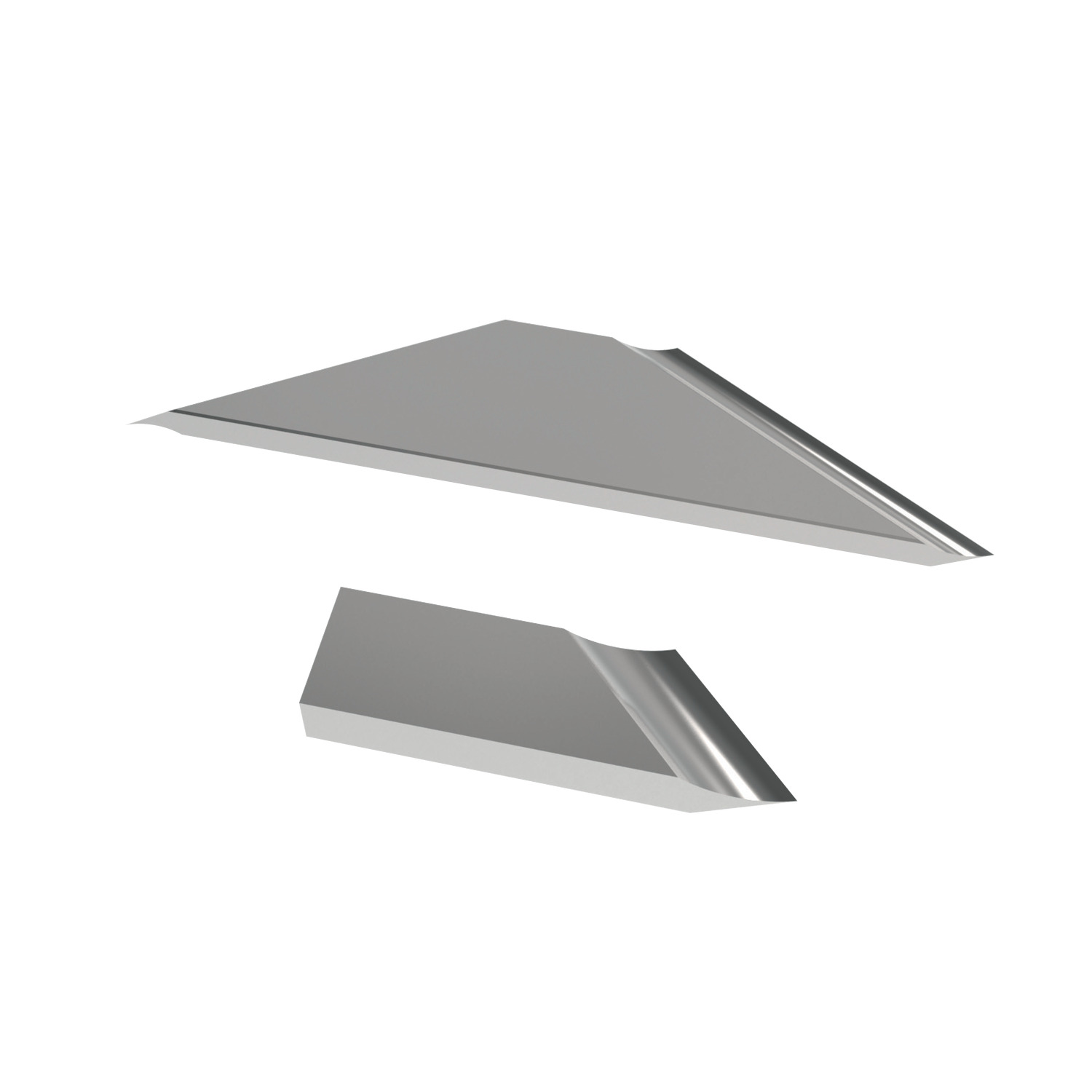
For use with 91000. High speed steel. Blade with a 14° cutting angle is most commonly used as it covers the widest range of stanard materials.

Acheive high quality concentric chamfering quickly and easily, without the risk of damage/cutting into the work piece.
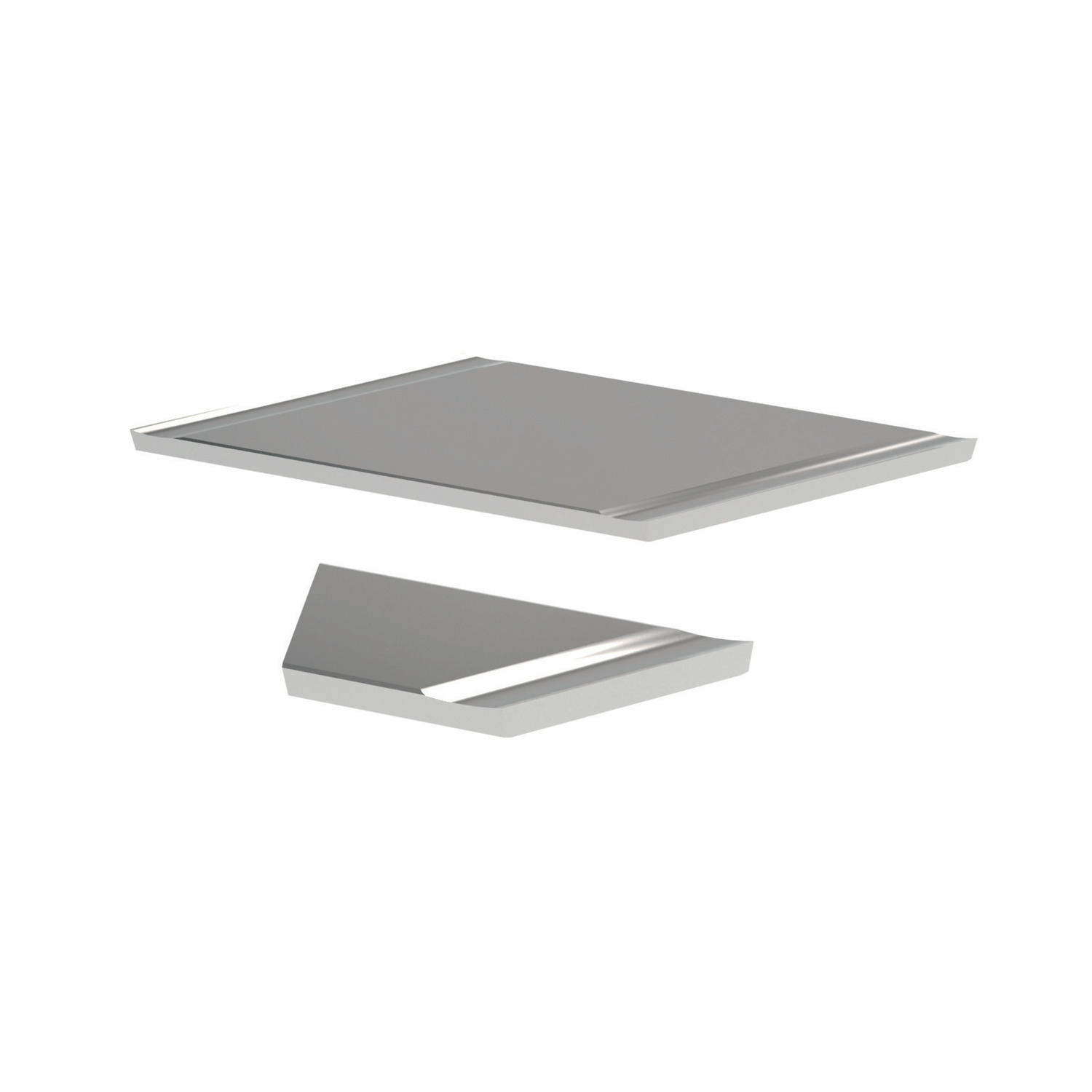
For use with 91020. High speed steel. Blade with a 14° cutting angle is most commonly used as it covers the widest range of stanard materials.
Associated Product
Features
- Concentric chamfers.
- Excellent surface finish.
- Reduces risk of cutting into the work piece.
- Controlled machining torque.
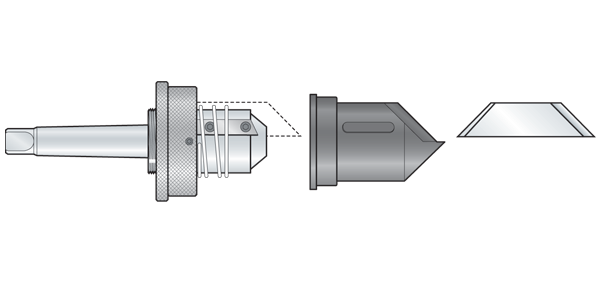
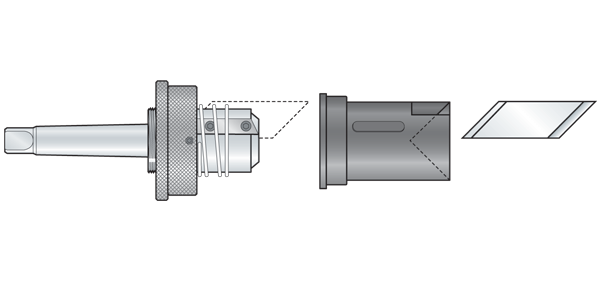
Chamfering tools consist of three main elements. Attachment spindle, pilot cone, cutting blade.
A variety of spindle attachments are available from CM1, CM2 and CM3.
General Guidance
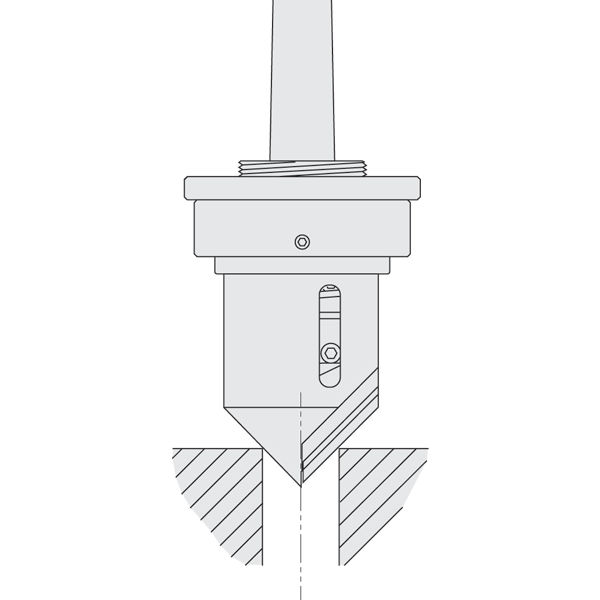
When the chamfer tool’s spindle is lowered, it’s pilot cone firstly centres the workpiece then retracts to allow the blade to come into contact with the material and start cutting of the chamfer.
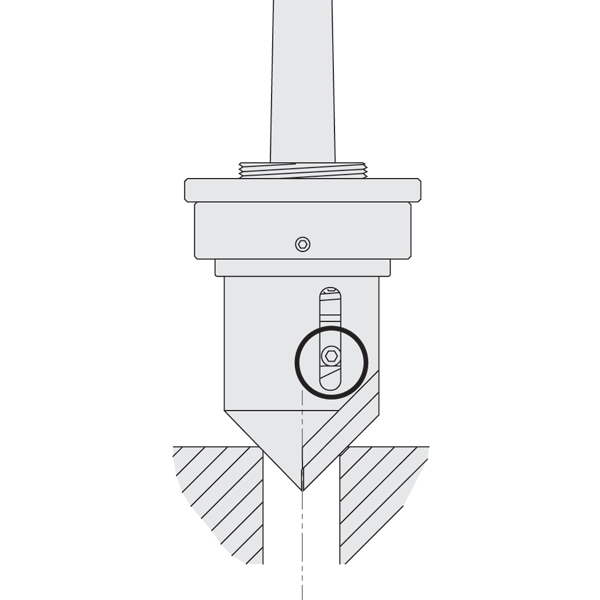
Adjusting the output of the blade controls the thickness of the chip count NOT the value or angle of the chamfer e.g. with a blade output of 0,4mm the chamfering tool requires 10 revolutions to cut 1mm of the chamfer.
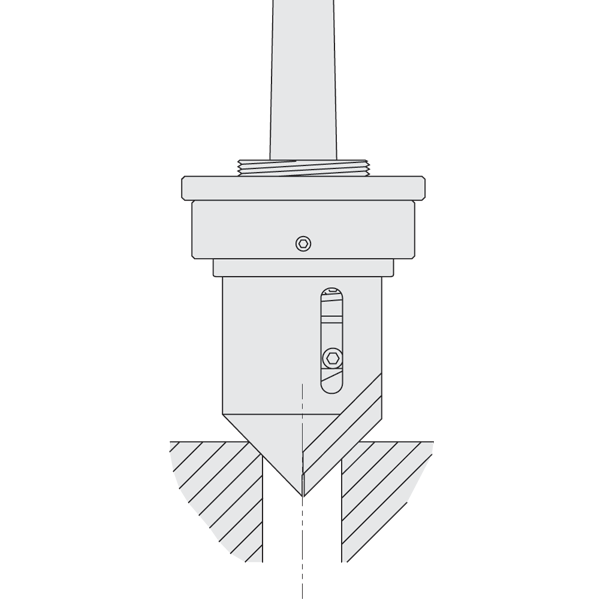
Concentric chamfer achieved.
Technical Specs
Recommeded cutting speed
Typical rpm for varying chamfer diameters, when using cutting speed of between 10 and 20 m/min.
We recommend a cutting speed of between 10 and 20m/min. Hence typical value for chamfers of varying diameter are as follows.
| Diameter | RPM range |
| 10Ø mm | 320 to 640 rpm |
| 15Ø mm | 210 to 420 rpm |
| 20Ø mm | 160 to 320 rpm |
| 30Ø mm | 110 to 220 rpm |
| 40Ø mm | 80 to 160 rpm |
| 50Ø mm | 55 to 110 rpm |
We do however recommend you use the following formula to check the most suitable rpm used.
Rpm = (cutting speed x 1000) / (diameter x 3.14)
| Blade cutting angle | 0° | 14° | 20° | 25° |
| Suitable for material | Brass, bronze, cast iron, stainless steel | Steel, special bronze, perspex | Soft steel, copper, AU 4G, plastic, stainless steel | Aluminium, soft iron, sheet metal |
Important Note: We recommend chamfering tool is lubricated with cutting fluid or soluble oil to ensure long life of cutting blade edge, and to reduce wear of the pilot cone.
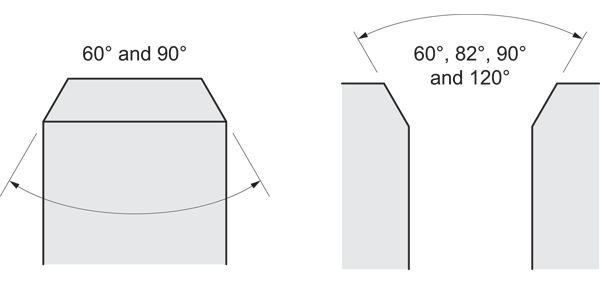
We offer blades with a variety of cutting angles to best suit the material in which a chamfer is required.
Typically a bald cutting angle of 14° suits most applications, please refer to table below.
Request A Free Catalogue Today!
Explore a huge range of components from Spring Plungers to clamping systems with a our free Design Elements, Access Components and Workholding catalogues.