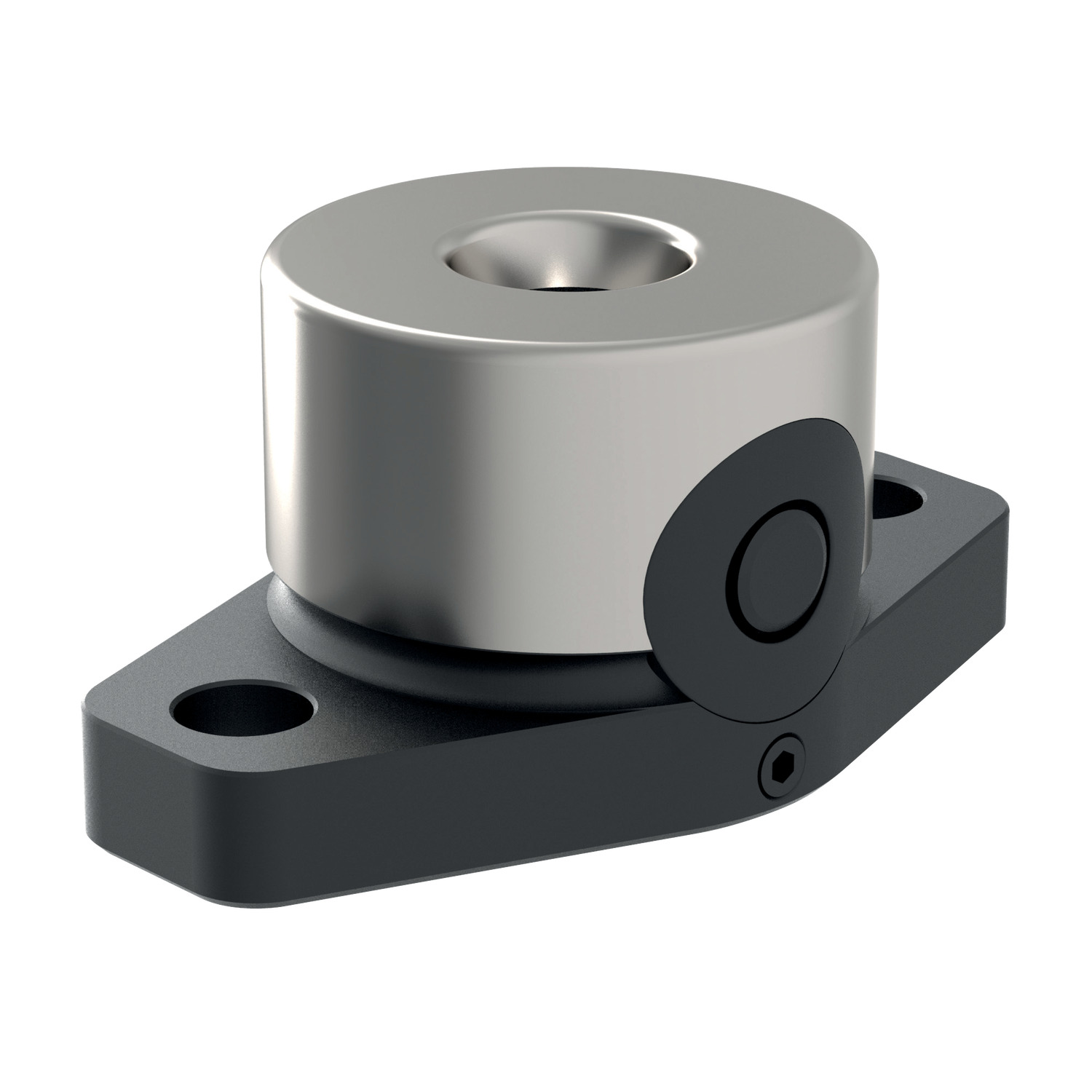
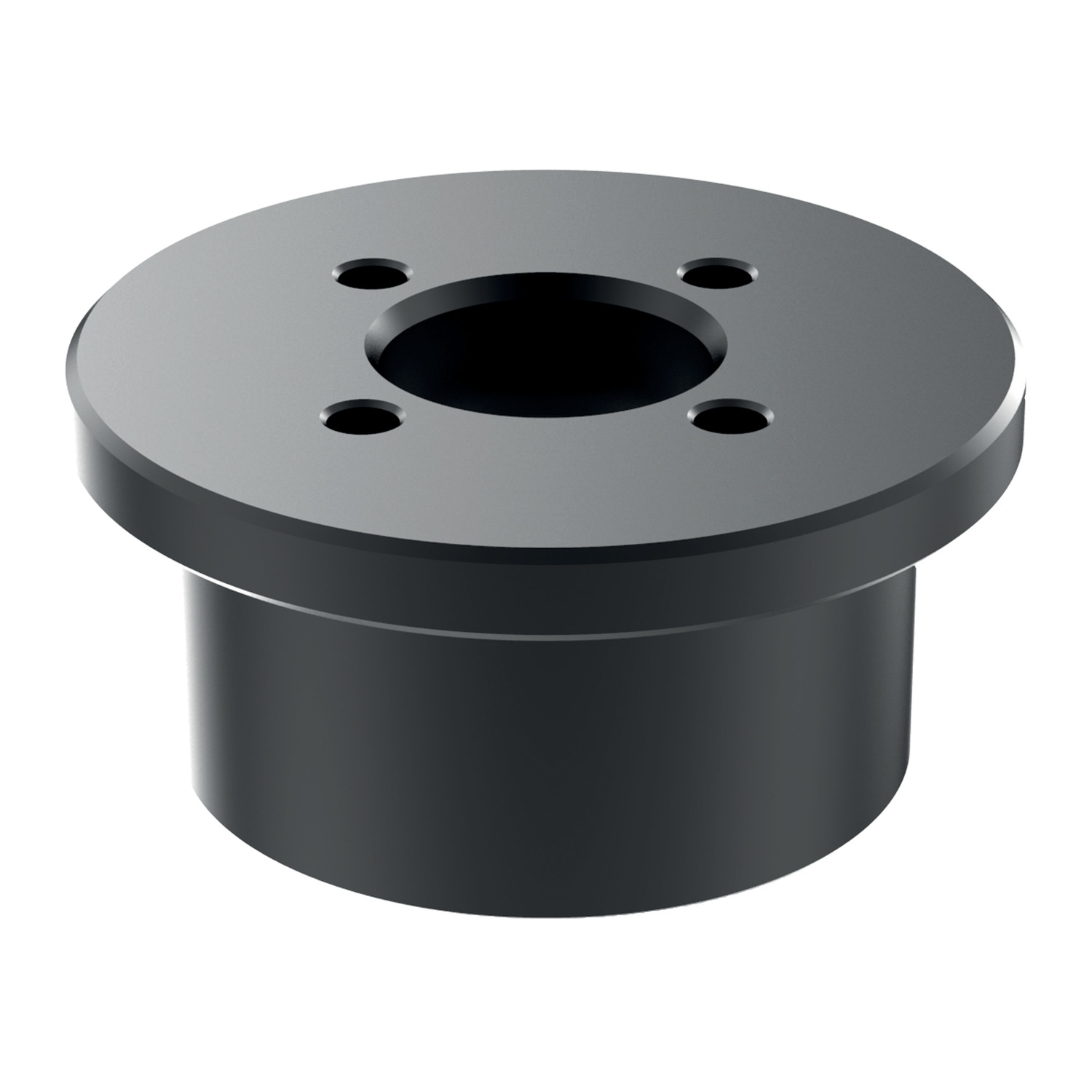
Clamping Module - Single
flanged

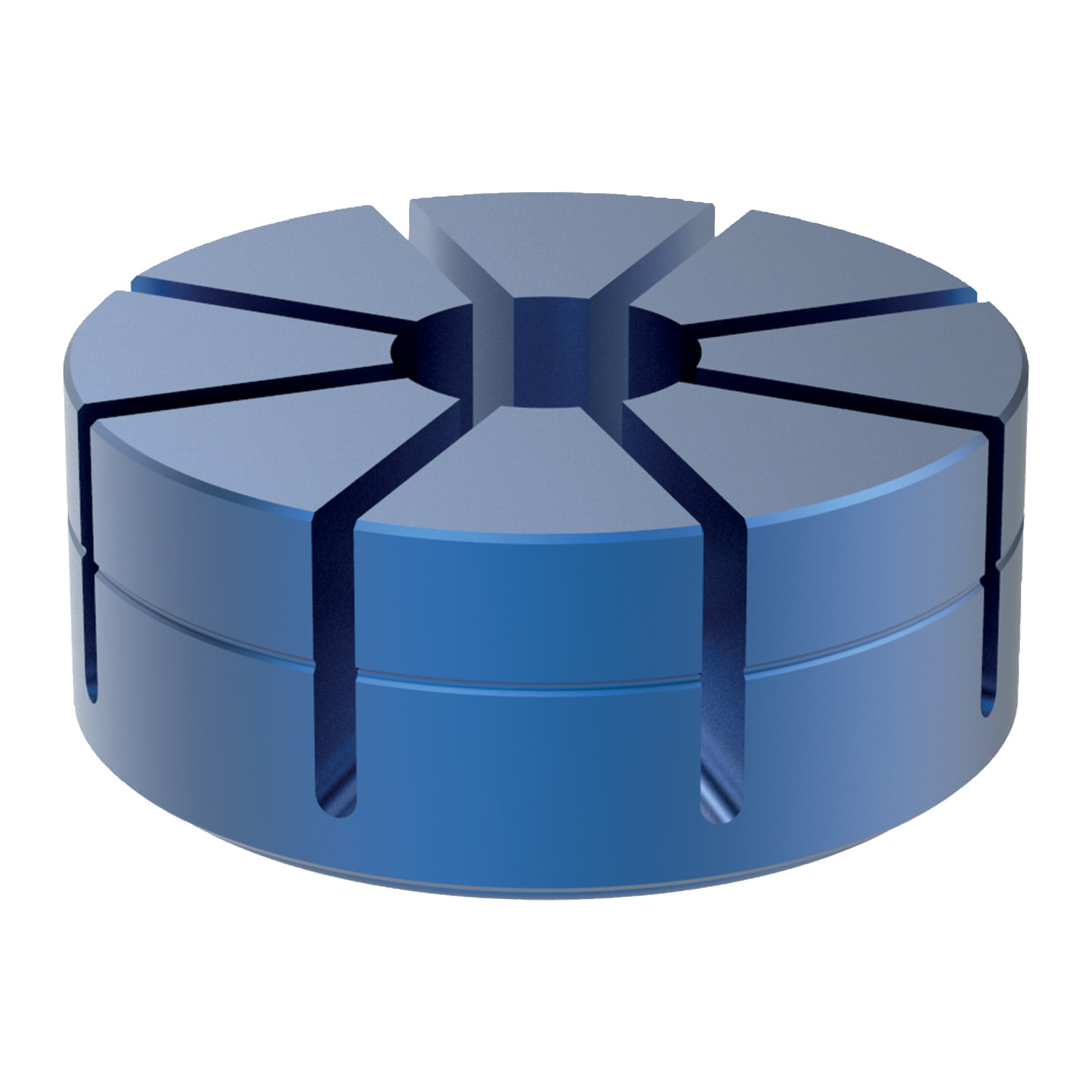
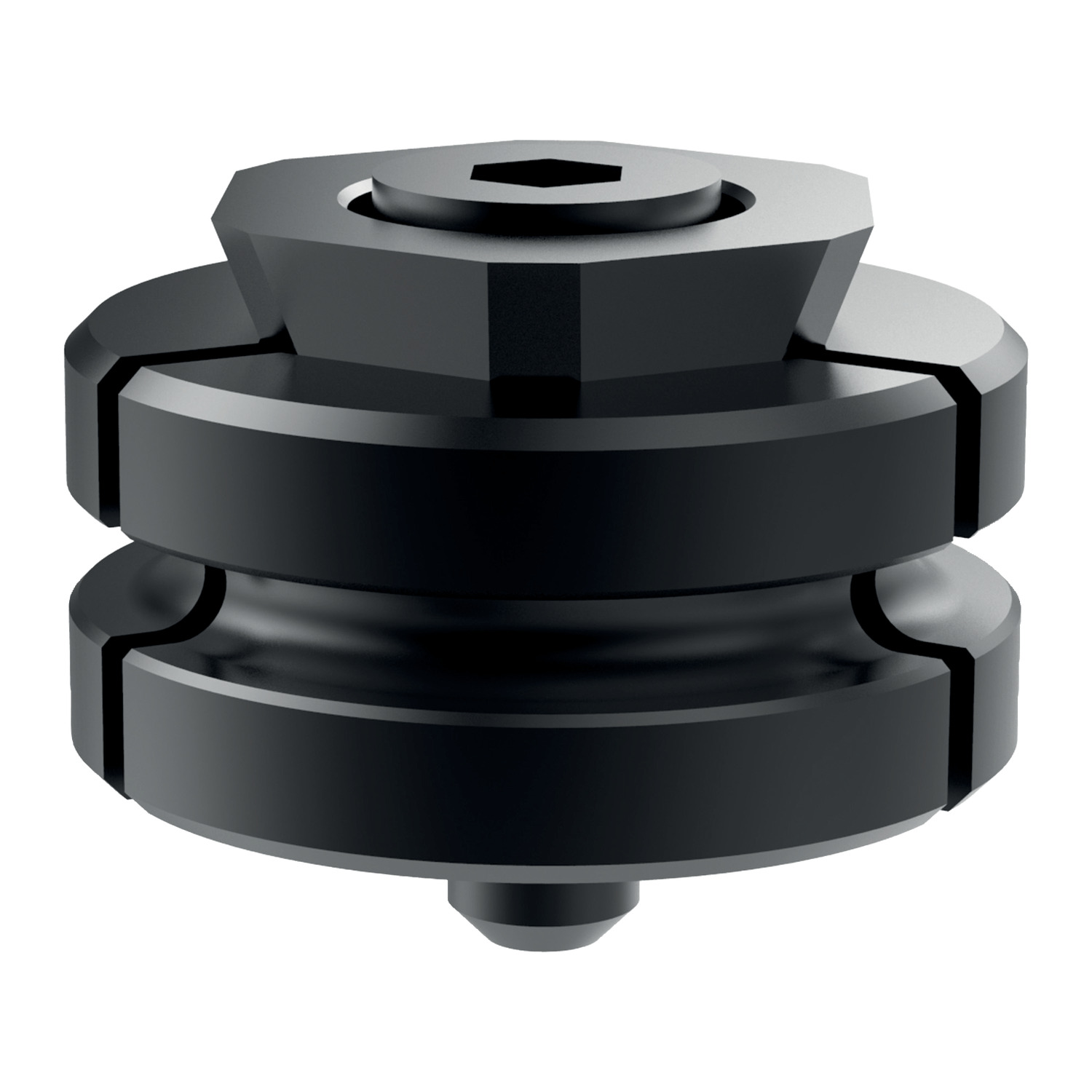
12052 Xpansion Clamps - Side-Loc
material: Mild steel

Alternative products you may wish to consider



















h1
h2
h3
w1
+0.000|-0.05
Type
d1
d2
min.
d3
h4
h5
r1 on PCD
A/F
Torque to
max.
Nm
Holding force
kN
Weight
g
| Order No. | h1 | h2 | h3 | w1 +0.000|-0.05 |
Type | d1 | d2 min. |
d3 | h4 | h5 | r1 on PCD | A/F | Torque to max. Nm |
Holding force kN |
Weight g |
||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 12052.W0828 | 41.3 | 22.2 | 17.5 | 50.0 | Mill | 28.7 | 17.8 | - | 19.0 | - | Ø39,4 (M 4) | M 6 | 66 | 20 | 340.2 | ||||||||||||||||||||||||||||||||||||||
£ 138.86 per unit (click for quantity discounts)
Ready to despatch 0 Need more? Manufactured within 21 working days from order. Typical UK delivery charge: £13.50. Confirmed at checkout.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||
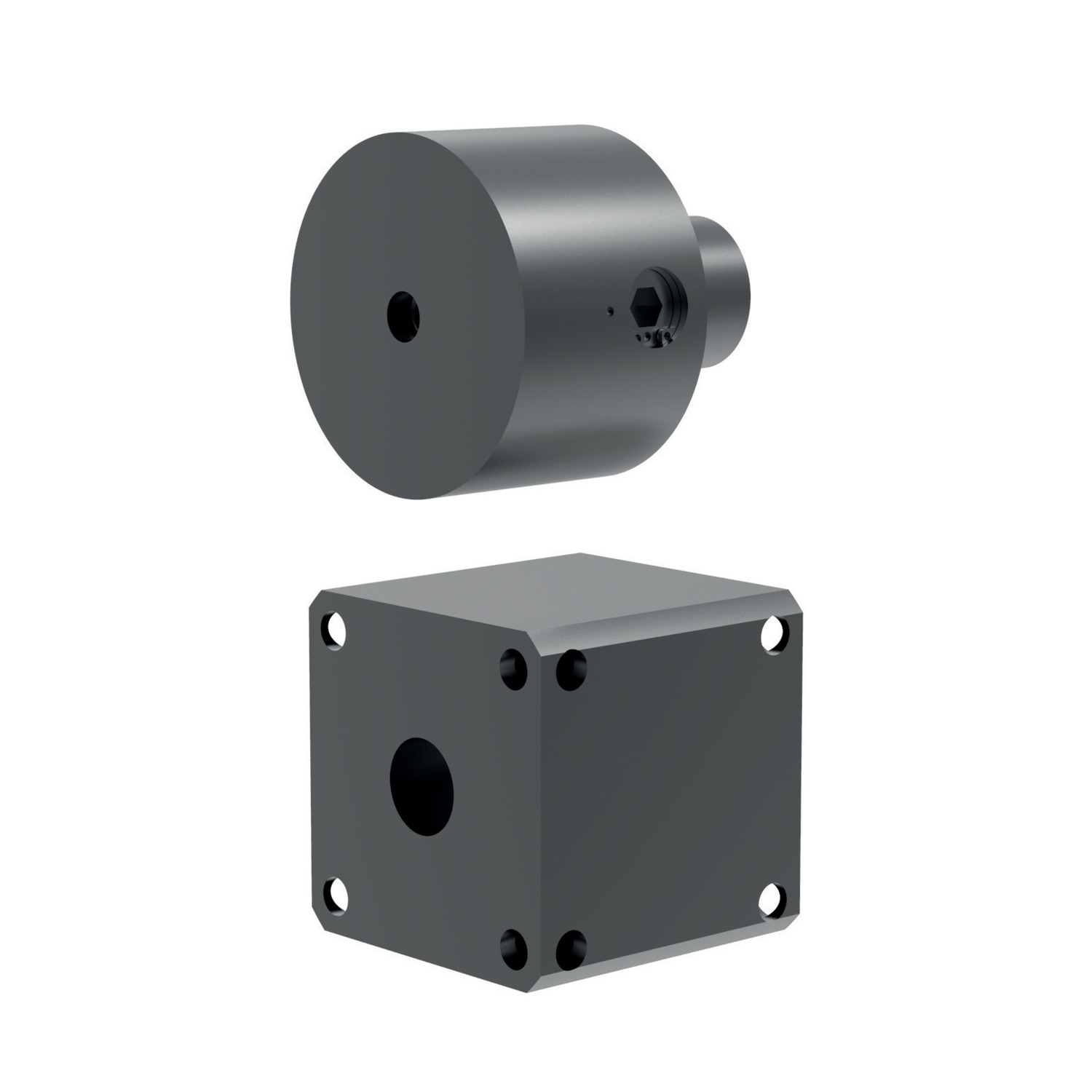
| 12052.W0853 | 44.4 | 25.4 | 21.3 | - | Lathe | 53.3 | 17.8 | 25 | 19.0 | 44.4 | - | M 6 | 66 | 20 | |||||||||||||||||||||||||||||||||||||||
£ 203.58 per unit (click for quantity discounts)
Ready to despatch 3 Need more? Manufactured within 21 working days from order. Typical UK delivery charge: £13.50. Confirmed at checkout.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||
Technical & Application
Material
Mild steel body, with heat-treated tapered screw (coated to prevent seizing).
Technical Notes
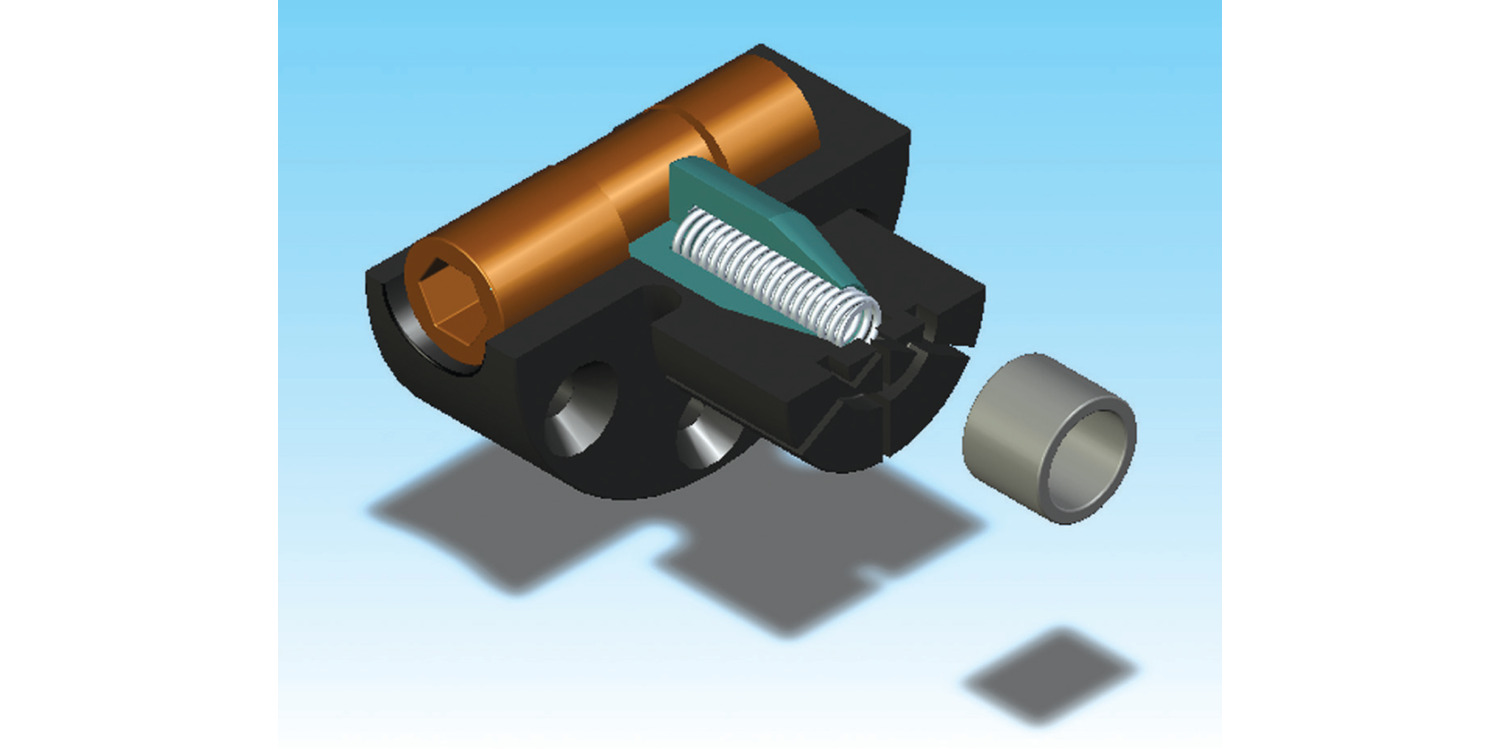
For clamping blind holes from 17,8mm to 53mm.
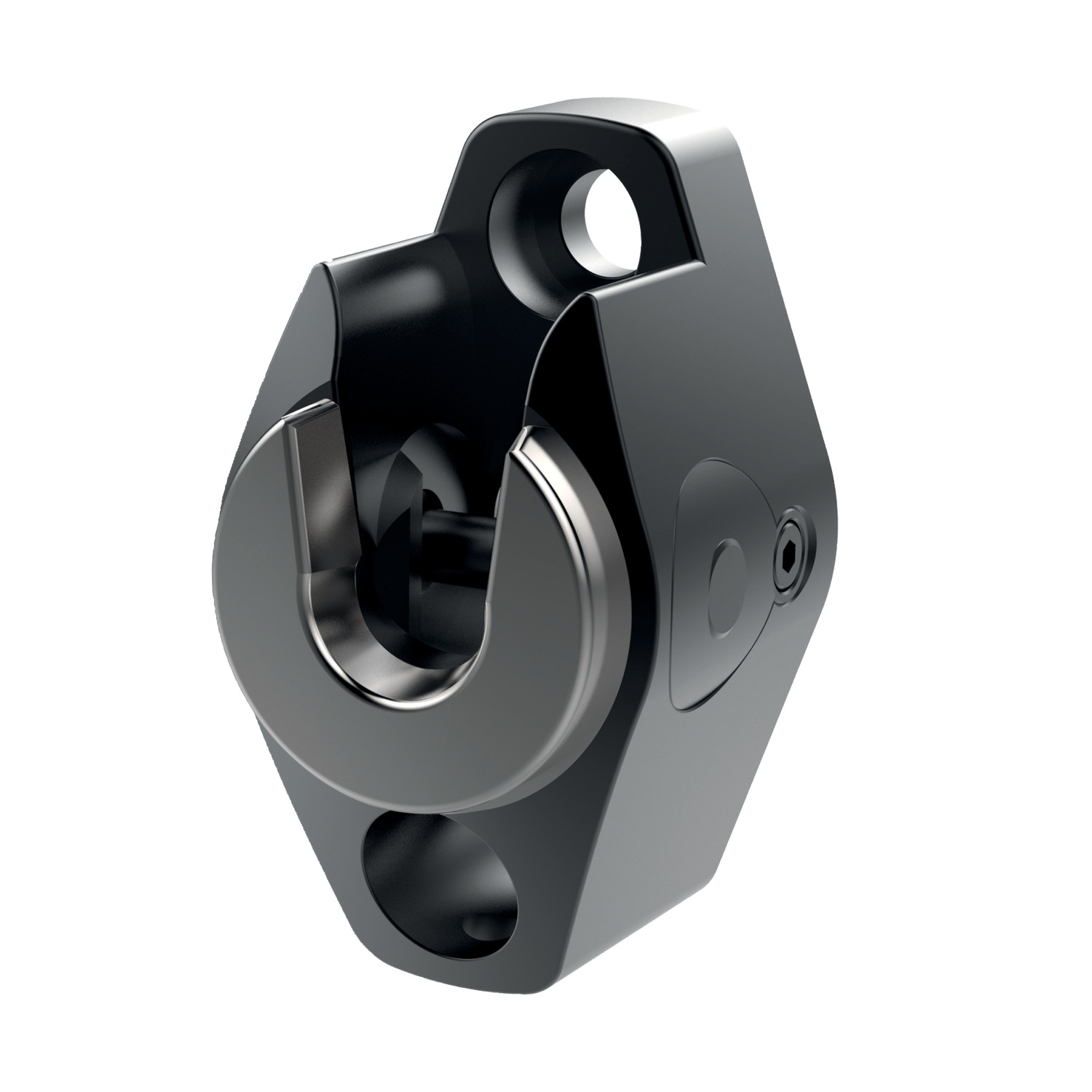
Actuated from the side. The cam shaft and the plunger expand the clamp.
Tips
Actuated by turning a socket head cam shaft on the side which moves a tapered plunger to expand the clamp.
Two versions: one for milling (type: mill) and one for turning (type: lathe).
"d2" is the minimum diameter the "d1" dimension can be machined or turned down to.
Mounting screws included.
Important Notes
Installation Instructions:
ID Xpansion Clamps are designed for clamping on the inside diameter of a component. To install correctly, please follow the following guidelines:
1. Expand the clamp approximately 0,1mm over its relaxed diameter and machine diameter d1 to suit bore of the workpiece, either on lathe or mill.
2. If machining the clamp on a lathe use the nut provided, on the back of the clamp, to tighten the tapered screw. This nut is used only to machine the clamp.
3. Machine a pocket in the fixture to the close tolerance of dimension w1, and depth h4.
4. Drill and tap mounting holes as per dimension r1.
5. In the centre of the pocket, drill and tap a hole to dimension d3 for the tapered screw.
6. For additional rigidity, a recessed dowel pin may be installed into the flange, if required.
Product Datasheets
CAD files
Application images