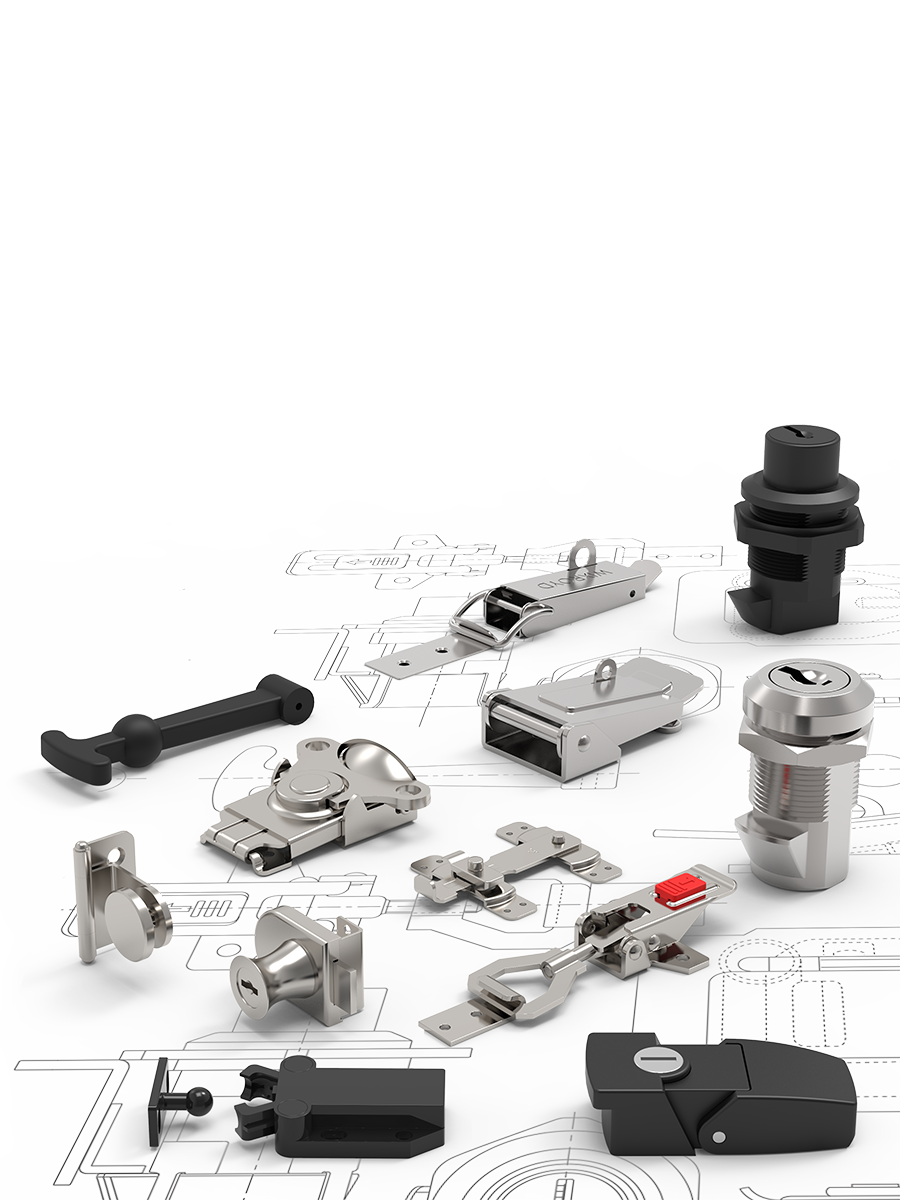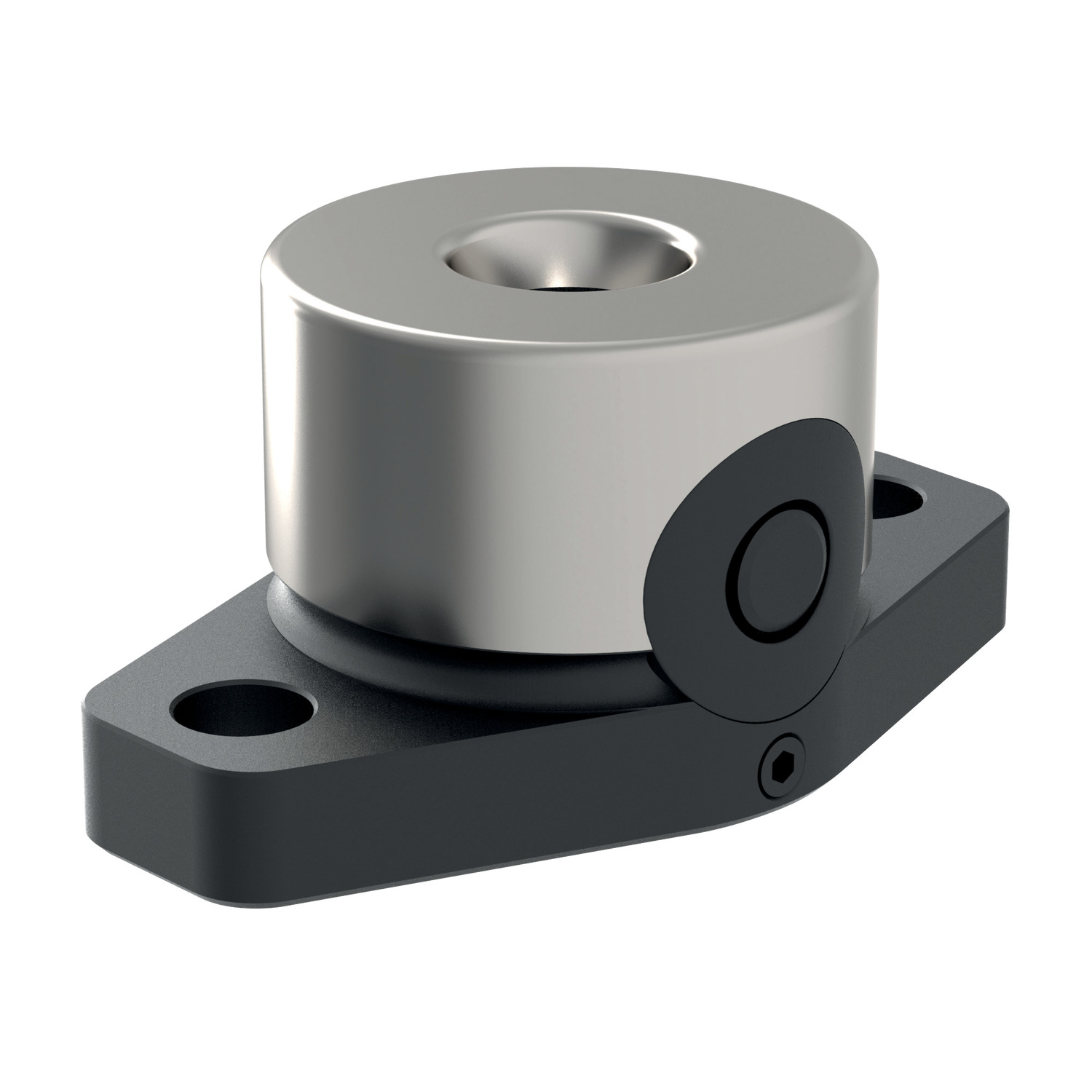
Clamping Module - Single
flanged
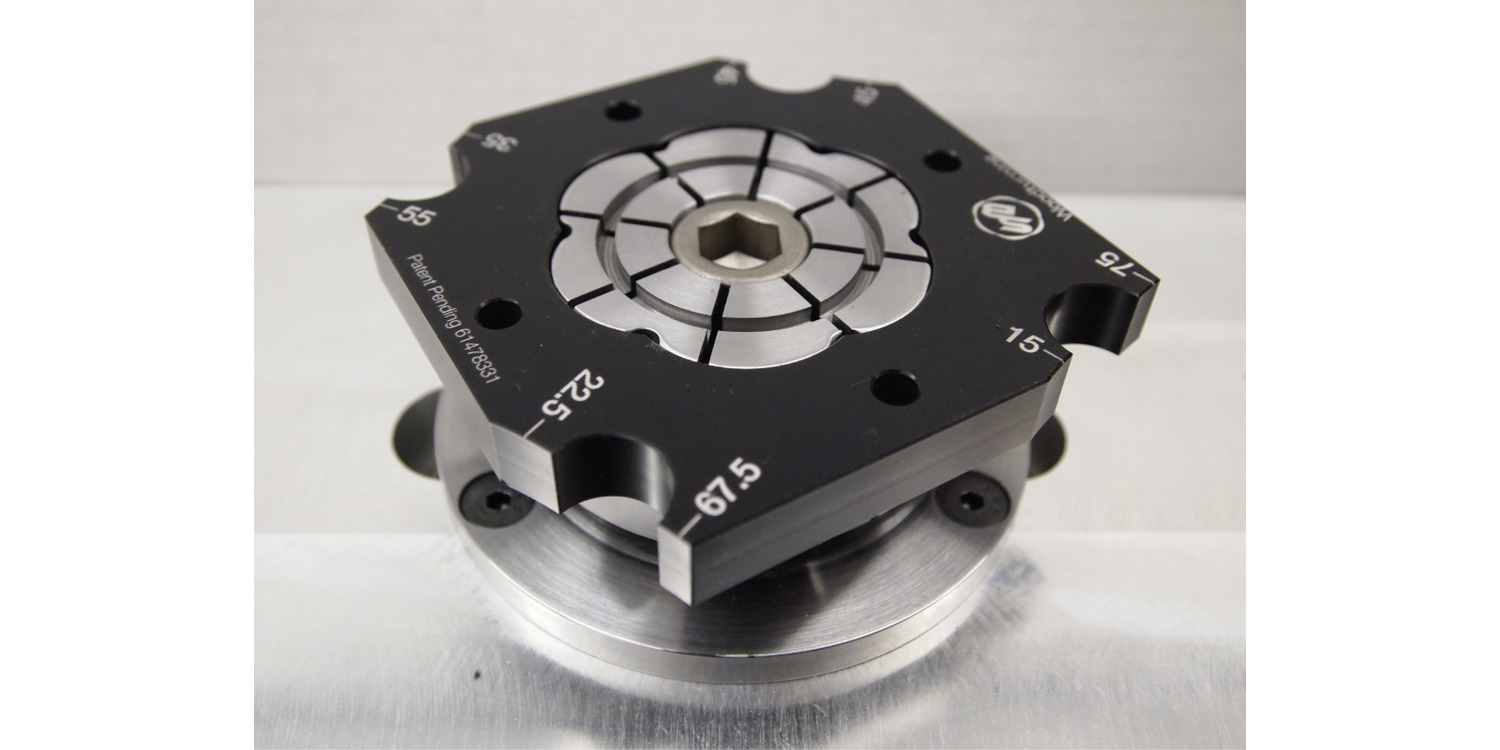
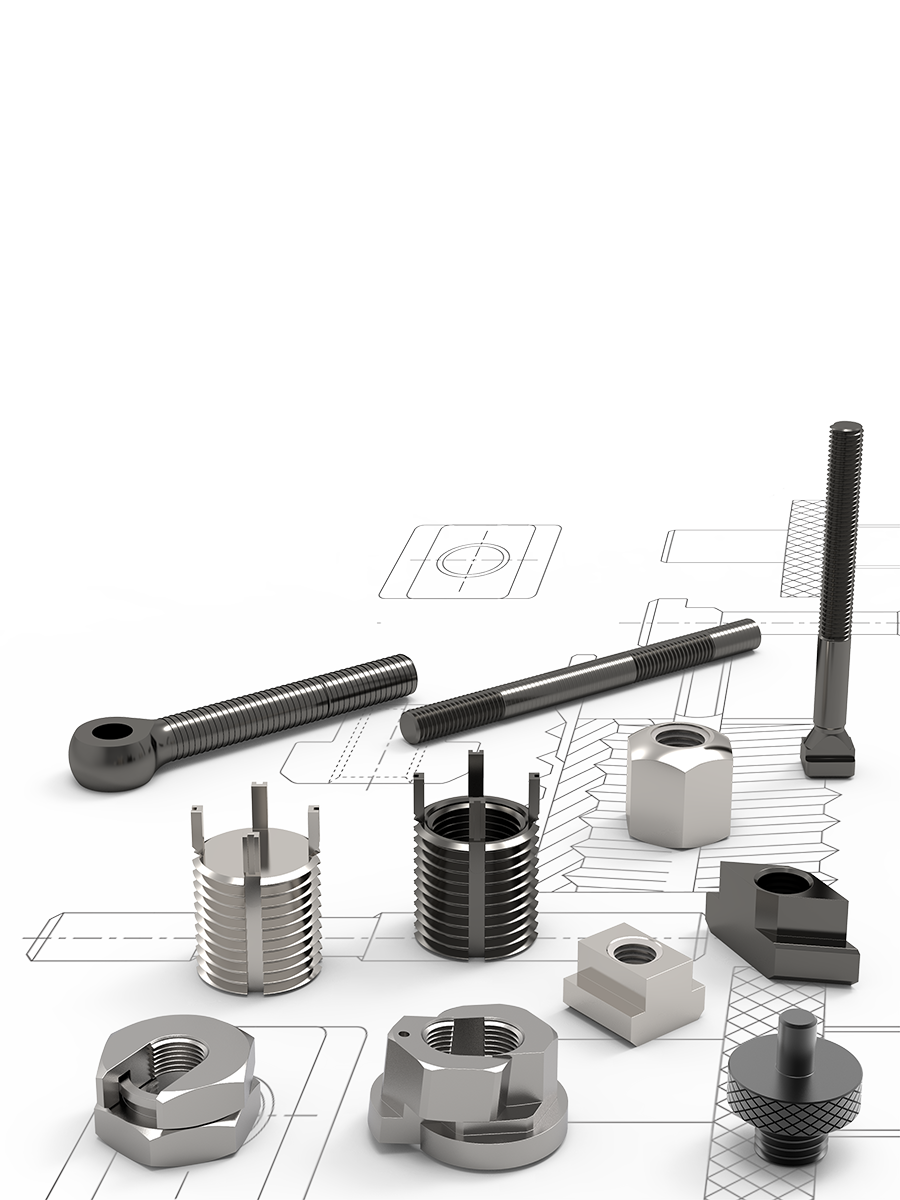
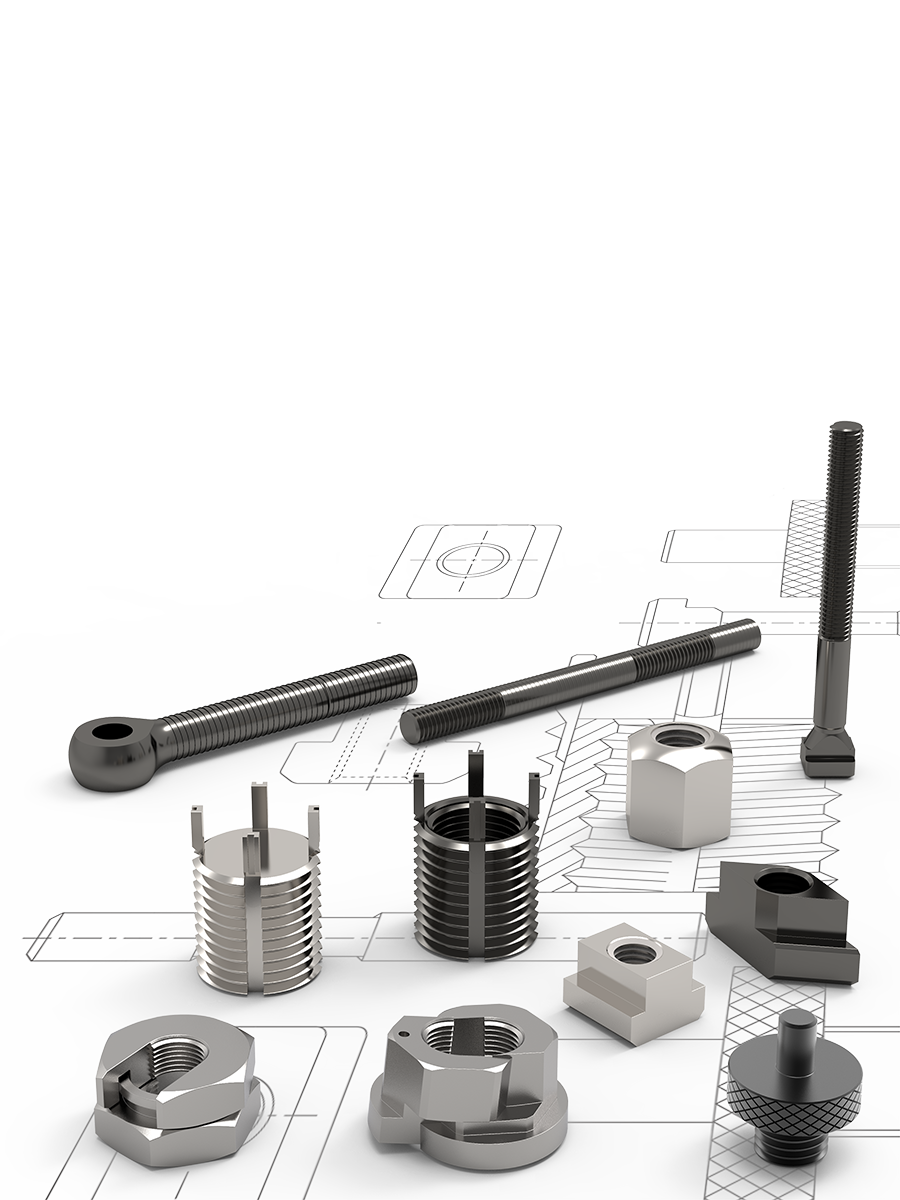
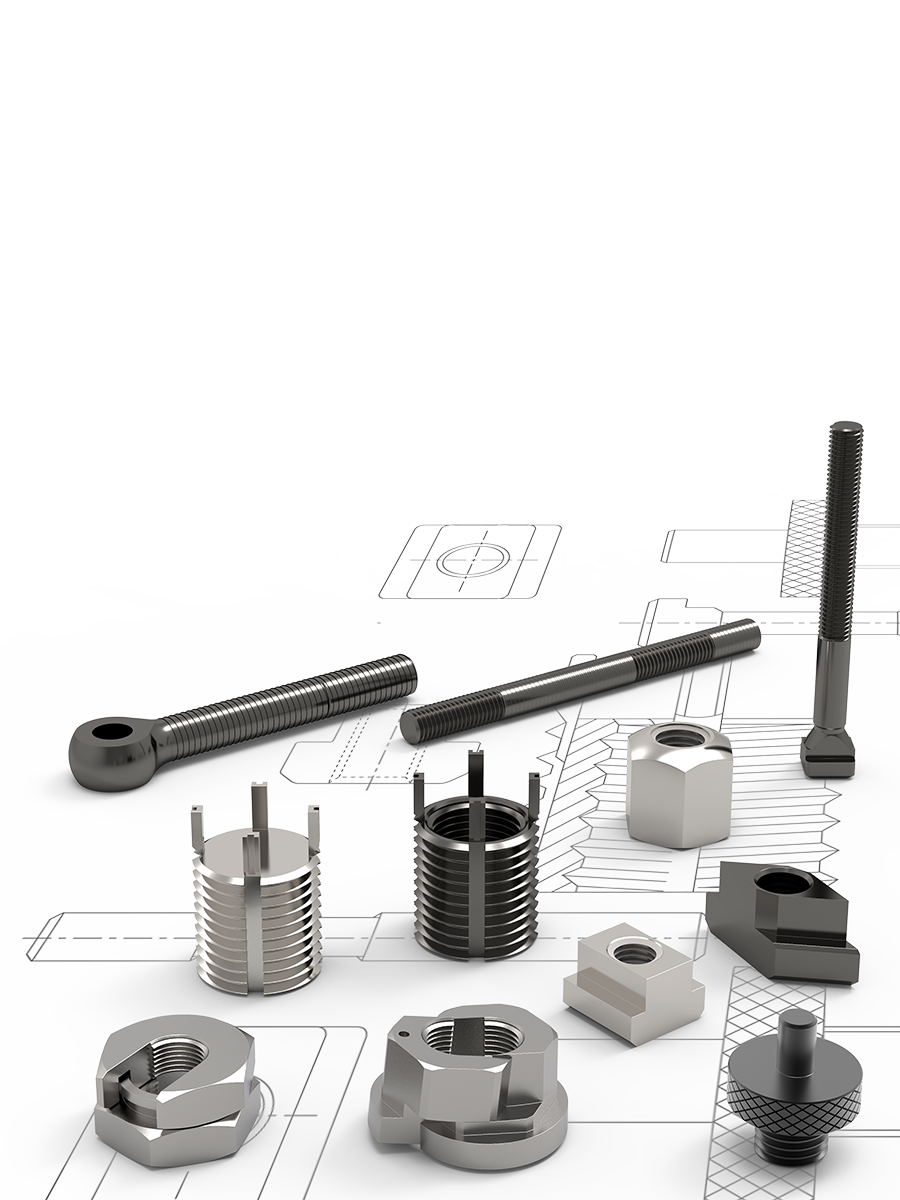
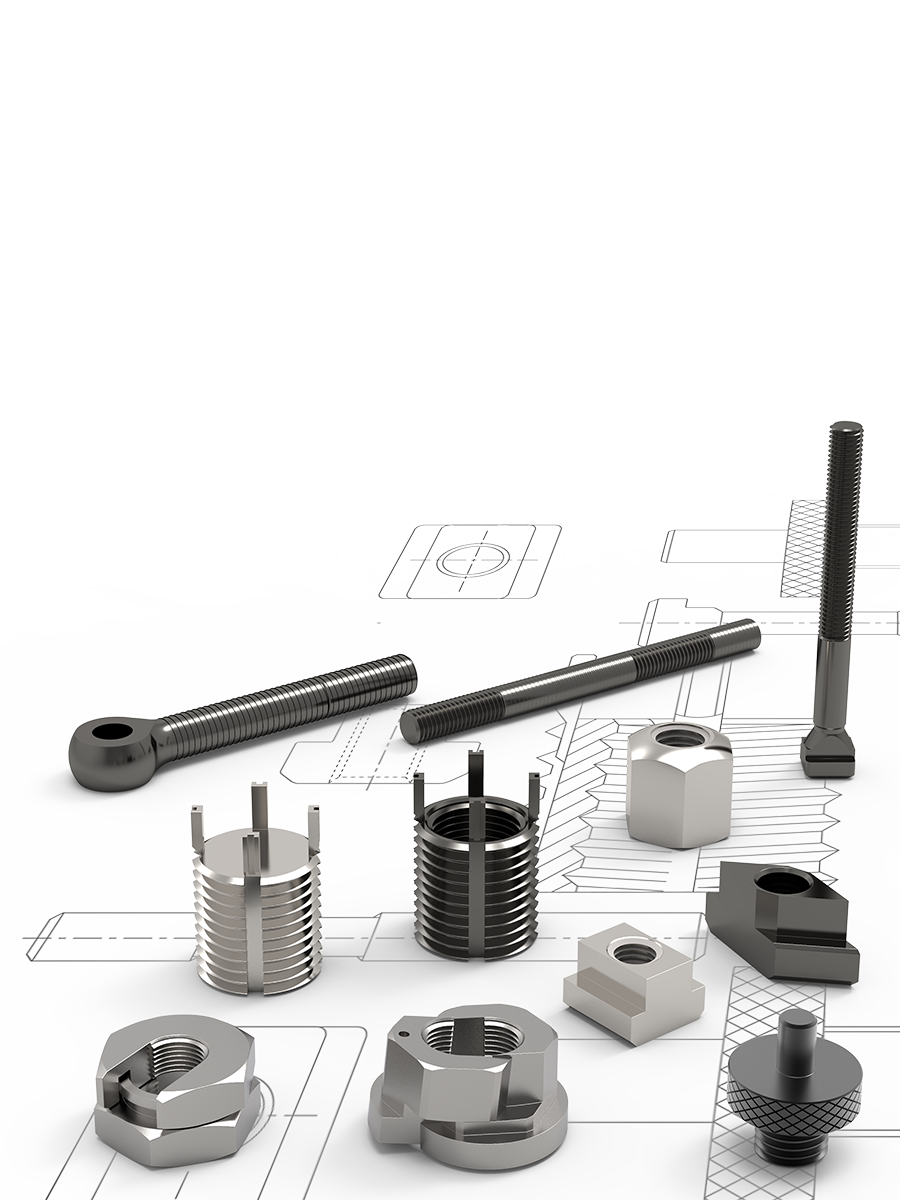
12051 ID Xpansion Clamps - Machinable
for clamping internal bores, material: Mild steel

Order No.
12051.W0027
h1
28.6
h2
22.2
h3
17.5
d1
+0.000|-0.050
50.00
Weight
g
213
d3
min.
18.0
d4
M10
d5
16.3
Stock d2
27.0
h4
6.4
r1 on PCD
M 4 at 39,4
Torque to
max.
Nm
60.0
Holding force
kN
20.0
Expansion from relaxed dia.
max.
0.4
£ 62.40 per unit (click for quantity discounts)
Ready to despatch 2
Need more? Manufactured within 21 working days from order. Typical UK delivery charge: £13.50. Confirmed at checkout.
Need more? Manufactured within 21 working days from order. Typical UK delivery charge: £13.50. Confirmed at checkout.
| Units | Price/unit after discount | Applied Discount |
| 1-4 | £ 62.40 | 0% |
| 5-9 | £ 59.28 | 5% |
| 10-19 | £ 56.16 | 10% |
| 20-49 | £ 53.04 | 15% |
| 50+ | £ 46.80 | 25% |
Technical & Application
Material
Body: mild steel.
Tapered screw: steel, heat-treated (coated to prevent seizing).
12051.W0250: aluminium (7075-T6) .
Technical Notes
For holding parts on an inside diameter, for high density machining on vertical or horizontal mills.
Diameter can range from 4,1mm to a maximum of 250mm!
This product can also be used as an expanding mandrel on a lathe.
Tighten with hex key or hydraulic pull cylinders.
The flange diameter of the base is held to a close tolerance for precision location in a machined pocket.
Tips
d3 is the minimum diameter the "d2" dimension can be machined or turned down to.
Mounting screws included.
Important Notes
Installation for clamps 12051.W0010 to .W0051.
1. Expand clamp 0,1mm over the relaxed diameter and machine to fit workpiece bore (on lathe or mill).
If using the clamp on a lathe then use the nut provided to tighten the taper screw. This nut is only used to machine the clamp.
2. Machine a pocket in the fixture for the close tolerance "d1" dimension, and drill and tap mounting holes "d4".
3. Drill and tap a hole "d5" in the centre of the pocket for the tapered screw.
4. A recessed dowel pin can be installed into the flange for extra rigidity if required.
5. Range of expansion 0,13 - 0,64mm depending on clamp size.
Installation for clamps 12051.W0077 to .W0250.
1. Insert machining locking ring (provided), tighten taper screw and machine clamp to required bore size.
2. Release taper screw and remove locking ring prior to any machining of workpieces.
Note: 12051.W0175 and W0250 have four mounting holes on PCD as dimension "d4".
Product Datasheets
CAD files
Application images